.: Walcowanie wgłębne oraz przelotowe |
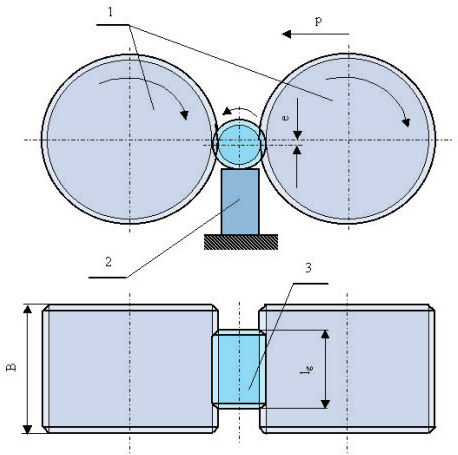
W procesie walcowania wgłębnego zwanego także poprzecznym walce są napędzane i obracają się w tym samym kierunku. Element obrabiany spoczywa na podtrzymce i pod działaniem sił tarcia wykonuje ruch obrotowy. Jeden z walców (najczęściej) wykonuje ruch w kierunku prostopadłym do osi śruby (posuw wgłębny). Na walcach nacięty jest gwint wielokrotny, po to, aby kąty wzniosu linii śrubowej walców i śruby były takie same.
Schemat walcowania poprzecznego dwoma walcami: 1 - walce, 2 - podtrzymka, 3 - przedmiot obrabiany, e - przesunięcie osi przedmiotu, p - posuw wgłębny.
D2 - średnice podziałowe walców,
d2 - średnica podziałowa śruby,
H - skok gwintu walców,
h - skok gwintu śruby.
W wyniku odpowiedniej geometrii walców pierścieniowych nie powstaje składowa braku składowej osiowej siły walcowania przedmiot wykonuje tylko ruch obrotowy. Szerokość walca B jest większa od długości walcowanego gwintu. Walcowanie wgłębne stosowane jest do kształtowania dokładnych gwintów o dużych skokach i głębokich zarysach.
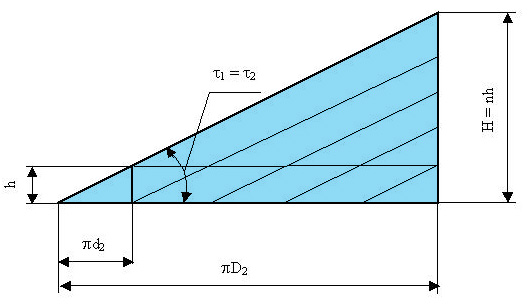
Rozwinięcie linii śrubowej gwintu walca spiralnego i śruby
Podczas walcowania przelotowego walce nadają przedmiotowi ruch obrotowy i posuwisty. Kąt skręcenia osi walców generuje ruch osiowy przedmiotu obrabianego. Czasami walec posiada część wejściową o stopniowo wzrastającej średnicy, co ułatwia uchwycenie przedmiotu. Ruch poprzeczny walców występuje tylko w początkowej fazie procesu obróbki. Walcowanie przelotowe stosuje się do walcowania prętów o dużych długościach z gwintem średniodokładnym
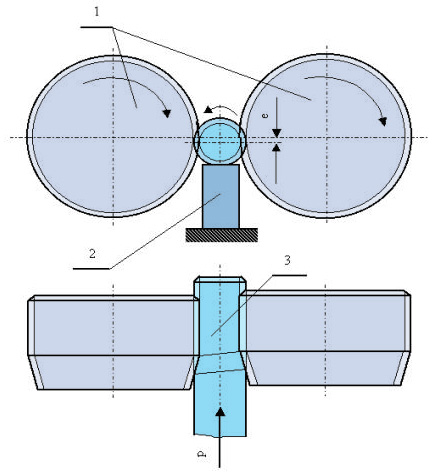
Schemat walcowania przelotowego dwoma walcami: 1 – walce pierścieniowe, 2 - podtrzymka, 3 – przedmiot obrabiany, e – przesunięcie osi przedmiotu, p – posuw osiowy.